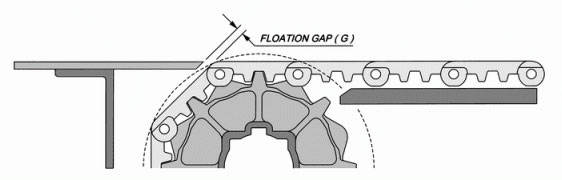
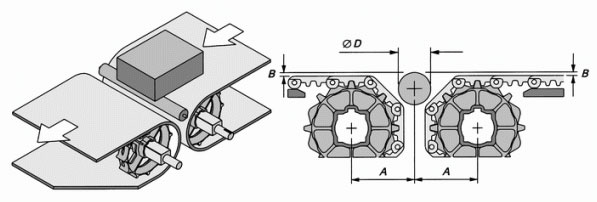
Плаваща празнина
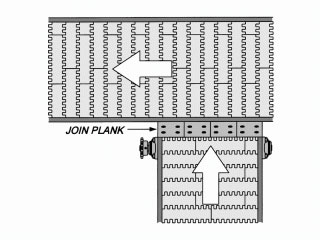
При приемане на транспортната лента за движението на завъртане.дъговата секция на конвейера ще се съедини с правия конвейер и двата края на дъговата секция трябва да бъдат насочени към правата, след което конвейерът ще работи гладко.
Вътрешният радиус изисква поне 2,2 пъти ширината на транспортната лента.
STL1 ≧ 1,5 XW или STL1 ≧ 1000 mm
Единично завъртане не се ограничава до 90°;трябва да се подчинява на ограничението на радиуса на завъртане и да прави дизайна от 15°, 30°, 45°, 60°, 75°, 90°,.... до 360°.
Референтна таблица с размери на плаваща празнина (G)
| единица: mm | ||||
| Серия | Дебелина на колана | Диаметър на зъбното колело (PD) | Брой на зъбите | Плаваща празнина (G) |
| 100 | 16 | 133 | 8 | 5.6 |
| 164 | 10 | 4.5 | ||
| 196 | 12 | 4.0 | ||
| 260 | 16 | 3.0 | ||
| 200 | 10 | 64 | 8 | 2.6 |
| 98 | 12 | 1.7 | ||
| 163 | 20 | 1 | ||
| 300 | 15 | 120 | 8 | 4.3 |
| 185 | 12 | 3.3 | ||
| 400 | 7 | 26 | 8 | 1 |
| 38.5 | 12 | 0,3 | ||
| 76.5 | 24 | 0 | ||
| 500 | 13 | 93 | 12 | 1.3 |
| 190 | 24 | 0,5 | ||
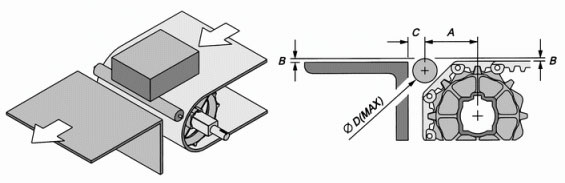
Мъртва чиния
Препоръчваме да приемете въглеродна стомана с дебелина над 5 мм, неръждаема стомана или легирана стомана с висока твърдост и т.н. като материал за производство на мъртва плоча.Важно е да се вземе предвид всяка празнина на позицията за прехвърляне, за да могат продуктите за зареждане да преминават през позицията за прехвърляне гладко.
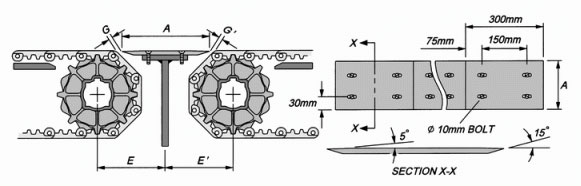
Моля, вижте главата Основно измерение в спецификацията на дизайна, за да получите стойност C, и вижте Плаващата междина в тази глава, за да получите стойност G, след което използвайте формулата по-долу, резултатът от изчислението ще бъде действителният размер на плаващата междина.
ФОРМУЛА:
E = CX 1,05
A = (2 XE) (G + G')
Спецификация на дизайна на странично прехвърляне
Обикновено приложението за прехвърляне под 90 градуса се използва често от интегралната процедура за транспортиране.Препоръчваме ви да приемете въртяща се лента HOMGSBELT;може да ви накара да използвате пространството гъвкаво.
Ако фабричното пространство не е достатъчно голямо за минималния радиус на завъртане на HOMGSBELT стругова лента, е необходимо да се приеме дизайн на страничен трансфер в рамката, за да се реши този проблем.
Помощни ролки
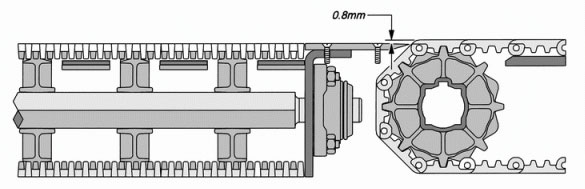
За проектирането на позицията за прехвърляне между два конвейера, ако дъното на продуктите за зареждане е плоско и дължината му е над 150 mm, с изключение на мъртвата плоча, може също да се използва спомагателна трансферна ролка, за да се подпомогне конвейерната лента, за да се получи гладко и по-добро прехвърляне движение по време на работа.
Конструктивна спецификация на спомагателни трансферни ролки в задвижващо / празно положение
| единица: mm | ||||||
| Серия | Дебелина (колан) | Зъбно колело Диаметър | Брой на зъбите | A (мин.) | B (мин.) | D (макс.) |
| 100 | 16 | 133 | 8 | 85 | 0~1 | 34 |
| 164 | 10 | 100 | 40 | |||
| 196 | 12 | 116 | 50 | |||
| 260 | 16 | 150 | 66 | |||
| 200 | 10 | 64 | 8 | 47 | 20 | |
| 98 | 12 | 63 | 25 | |||
| 163 | 20 | 95 | 40 | |||
| 300 | 15 | 120 | 8 | 88 | 40 | |
| 185 | 12 | 106 | 44 | |||
| 400 | 7 | 26 | 8 | 20 | 10 | |
| 38.5 | 12 | 28 | 15 | |||
| 76.5 | 24 | 53 | 25 | |||
| 500 | 13 | 93 | 12 | 64 | 25 | |
| 190 | 24 | 118 | 40 | |||
Конструктивна спецификация на спомагателни трансферни ролки при трансфер на платформа
| Единица: mm | |||||||
| Серия | Дебелина (колан) | Зъбно колело Диаметър | Брой на зъбите | A (мин.) | B (мин.) | C (мин.) | D (макс.) |
| 100 | 16 | 133 | 8 | 74 | 0~1 | 23 | 20 |
| 164 | 10 | 92 | 28 | 25 | |||
| 196 | 12 | 106 | 33 | 30 | |||
| 260 | 16 | 138 | 41 | 38 | |||
| 200 | 10 | 64 | 8 | 42 | 18 | 15 | |
| 98 | 12 | 60 | 21 | 18 | |||
| 163 | 20 | 93 | 28 | 25 | |||
| 300 | 15 | 120 | 8 | 76 | 28 | 25 | |
| 185 | 12 | 108 | 30 | 27 | |||
| 400 | 7 | 26 | 8 | 17 | 9 | 6 | |
| 38.5 | 12 | 24 | 12 | 9 | |||
| 76.5 | 24 | 45 | 18 | 15 | |||
| 500 | 13 | 93 | 12 | 56 | 18 | 15 | |
| 190 | 24 | 108 | 28 | 25 | |||
Водещо устройство
Когато се използват мъртви плочи или спомагателни трансферни ролки за позицията на транспортиране на конвейерната система, за линейната разлика в скоростта или центробежната сила, продуктите ще бъдат изхвърлени или ще се отклонят от централната позиция на лентата.За момента е необходимо да се инсталира направляващо устройство, за да се помогне на продуктите да преминат през позицията на завъртане плавно и в рамките на ефективната зона за транспортиране.
Спецификация на дизайна на водещата ролка
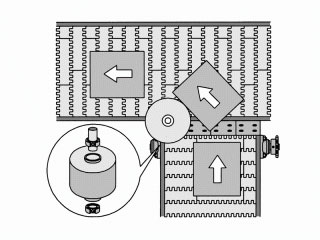
Водещите ролки обикновено са изработени от метален материал.Неговият водещ радиус е приблизително 1/4 ефективна ширина на лентата.Ако продуктите за зареждане се изискват за подобряване на триенето, трябва да се използва гумен или PVC материал за обвиване на повърхността на водещите ролки.Особено подходящ е за големи или тежки товари при транспортиране на продукти.Използването на сачмени лагери за водещата ролка може да направи въртенето на ролката по-плавно.
Спецификация на дизайна на водещата релса
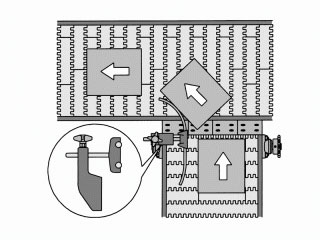
Повечето направляващи устройства обикновено са направени от пластмасов материал с по-ниско триене, като UHMW, HDPE и т.н.Може да бъде проектиран в много форми или външен вид за изискванията за монтаж.Водещите релси са подходящи за средно големи или миниатюрни товари при транспортиране.Водещите релси също са направени от пластмасов материал с по-ниско триене.Производителите могат да предложат много водещи релси във всякакви форми за изискванията на клиентите.
Когато конвейерната система приеме мъртвата плоча или спомагателния лагер от един конвейер към друг под ъгъл от 90 градуса, комбинирането на водещи ролки с водещи релси ще направи процедурата по транспортиране по-плавна и лесна.
Моля, обърнете внимание дали продуктите ще ударят външната водеща релса поради центробежната сила, когато лентата се движи до точката на завъртане, или ще превишат ефективния обхват на пътя на пренасяне на колана и ще доведат до натрупване на продукти и блокиране на производствената линия.По принцип ефективната ширина на колана трябва да е по-голяма от максималната ширина на товарещите се продукти.